Produkt
Kontakta oss





CNC-skärning
 0757-28908555
0757-28908555
Kärnteknik och utrustningstyper
Kärnan i CNC-skärning ligger i "programstyrning" – att generera delgrafik genom CAD-ritningsprogram, vilka sedan konverteras till G-kod som kan identifieras av skärutrustning via ett CAM-system. Utrustningen justerar automatiskt gångbanan, hastigheten och skärparametrarna för skärhuvudet enligt koden, vilket möjliggör en fullständig automatiserad processdrift. Enligt olika skärprinciper och tillämpliga material kan vanlig utrustning delas in i följande kategorier:
· 1: CNC-flamskärning: Den använder den höga temperaturen (cirka 3000 ℃) som genereras av förbränning av syre och bränslegas (såsom acetylen, propan) för att smälta metall och slutföra skärningen. Den är lämplig för medelstora och tunga stålplåtar (såsom Q235, Q355 konstruktionsstål) med en tjocklek på mer än 20 mm. Den har låg kostnad och hög skäreffektivitet, men precisionen är relativt låg (vanligtvis ±1 mm), vilket gör den lämplig för bearbetning av stora konstruktionsdelar som inte kräver extrem precision.
·
· 2: CNC-plasmaskärning: Den smälter och blåser bort metall omedelbart genom en plasmabåge (med en temperatur upp till 15000-30000 ℃). Den kan användas för material som stålplåtar, rostfritt stål och aluminiumlegeringar med en tjocklek på 0,5-100 mm. Den har en snabb skärhastighet (3-5 gånger snabbare än flamskärning) och hög precision (±0,5 mm), vilket gör den till en finskärning av tunna plåtar och snabb bearbetning av medeltjocka och tunga plåtar. Det är en av de mest använda CNC-skärmetoderna för närvarande.
·
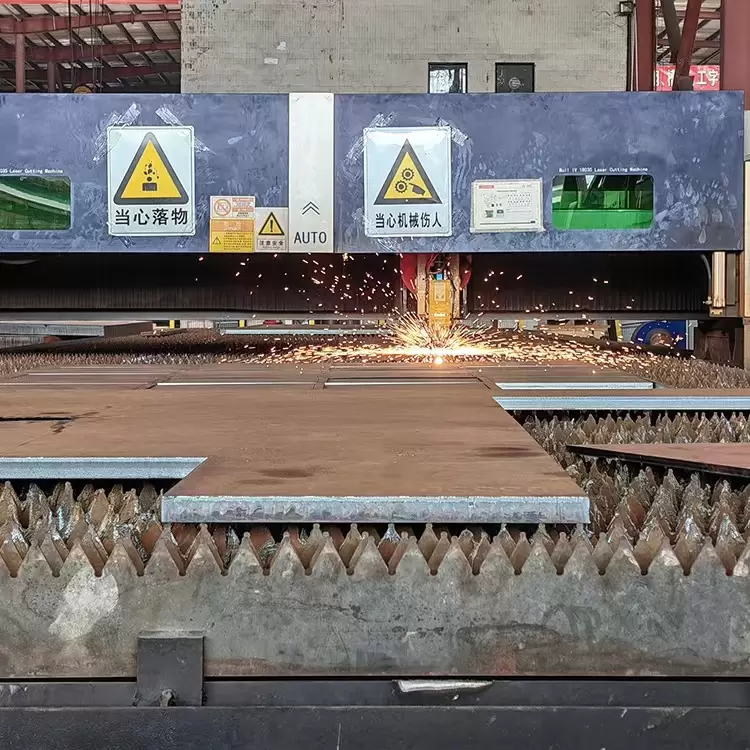
· 3: CNC-laserskärning: Den fokuserar en högenergilaserstråle på materialytan, vilket gör att materialet omedelbart smälter, förångas eller brinner. Den är lämplig för tunna plattor (som rostfritt stål, kolstål, icke-järnmetaller) med en tjocklek på 0,1-20 mm. Skärprecisionen kan nå ±0,1 mm, med jämna och gradfria snitt, minimal värmepåverkad zon och förmågan att bearbeta komplexa fina konturer (som precisionskugghjul, oregelbundna hål). Utrustningskostnaden är dock relativt hög, vilket gör den mer lämplig för högprecisions- och komplexitetsbearbetningsbehov.
·
Dessutom finns det specialtyper som CNC-vattenskärning (lämplig för värmekänsliga material), vilka flexibelt kan väljas utifrån materialegenskaper och bearbetningskrav.
Tekniska fördelar och kärnfunktioner
1: Hög precision och stark konsistens
CNC-skärning styr exakt skärbanan via datorprogram, vilket undviker fel orsakade av manuella operationer. Skärmåttoleransen kan kontrolleras inom ±0,1–1 mm (beroende på utrustningstyp), och dimensionskonsistensen hos massproducerade delar är extremt hög, vilket uppfyller de exakta matchningskraven för flerkomponentsmontering. Till exempel, vid bearbetning av kontaktdon för stålbroar, kan hålpositionsavvikelsen vid CNC-skärning kontrolleras inom 0,5 mm, vilket säkerställer sömlös installation.
2: Hög effektivitet och minskade arbetskraftskostnader
Utrustningen kan arbeta kontinuerligt dygnet runt, med en skärhastighet som vida överstiger den för manuellt arbete (t.ex. kan plasmaskärning nå 5–10 meter per timme för medeltunga och tunga stålplåtar). Utan behov av manuell styrning i realtid kan en operatör övervaka flera enheter samtidigt, vilket avsevärt ökar bearbetningsvolymen per tidsenhet och minskar arbetskostnader och hanteringssvårigheter.
3: Hög flexibilitet och anpassningsförmåga till komplex bearbetning
Oavsett om det gäller enkel rektangulär skärning, cirkulär skärning eller bearbetning av specialformade delar med bågar, polylinjer eller fasningar, kan bearbetningsschemat snabbt ändras genom att helt enkelt modifiera programmet, utan att formar eller verktyg behöver bytas ut. Till exempel kan oregelbundna skrovribbor inom skeppsbyggnad och specialformade flänsar i mekaniska delar formas i ett steg genom CNC-skärning, vilket eliminerar behovet av sekundär bearbetning.
4: Hög materialutnyttjandegrad och minskat avfall
Avancerad kapslingsprogramvara kan optimera layouten av stålplåtar genom att tätt kapsla grafik med flera delar för att maximera användningen av råmaterial. Jämfört med manuell skärning ökar materialutnyttjandet med 10–30 %, vilket kan minska materialkostnaderna avsevärt, särskilt för högvärdiga stål (såsom rostfritt stål och legerade stålplåtar).
5: Förbättrad säkerhet och miljöskydd
Automatiserade operationer minskar direktkontakt mellan arbetare och höga temperaturer och damm. I kombination med dammborttagningssystem och skyddsanordningar kan de effektivt minska risken för arbetsrelaterade skador och miljöföroreningar, och uppfylla säkerhets- och miljöskyddsstandarder inom modern industri.
RELATERADE PRODUKTER
Produkter